工序报工单
一、作用
1、说明
有走工序时,每天根据工序工单进行领料生产,当有完工数量则可以根据工序工单录入到工序报工单。 工序报工作用于记录每天工序的生产完成情况,因不是最终完工品,所以工序报工不会影响库存,只有在最后一道工序完成后,进行完工入库单才会影响库存数量。做人工及制费分摊时,系统也会把费用根据所设置的分摊方式分摊至工序报工单。
2、支持单据流程
(1) 【生产子工单】-> 【工序工单】 ->【生产领料单】 ->【 工序报工单】
(2) 【生产子工单】-> 【工序工单】 -> 【生产领料申请单】 -> 【生产领料单】 ->【 工序报工单】
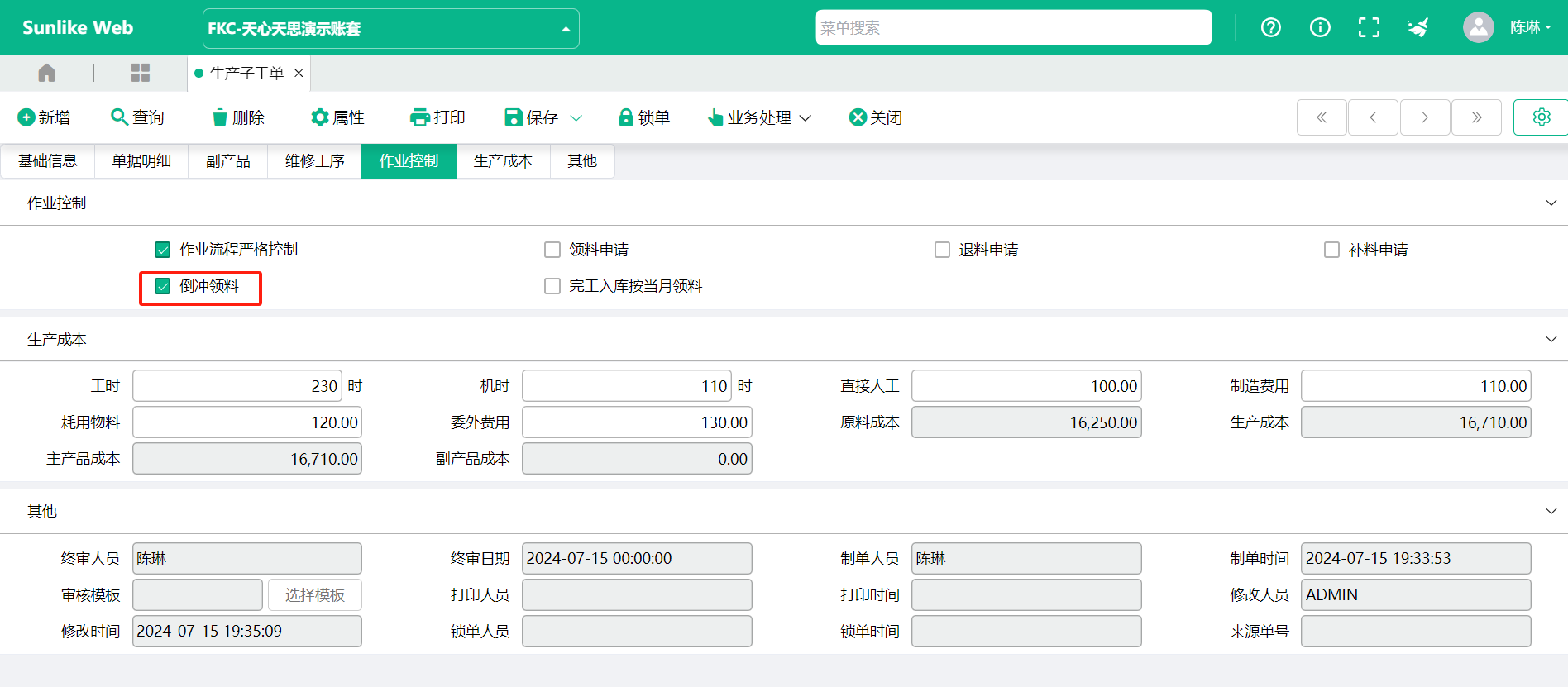
(3) 【生产子工单】倒冲领料勾选 -> 【工序工单】 ->【 工序报工单】
(4) 【生产子工单】->【 工序工单 】 -> 【 生产领料单 】 -> 【 工序送检单】 -> 【 工序检验单】 ->【检验转工序报工单】 -> 【 工序报工单】
二、重点字段说明
| 字段 | 说明 |
| 报工日期 | 默认取当前日期 |
| 报工单号 | 根据编码原则自动取值 |
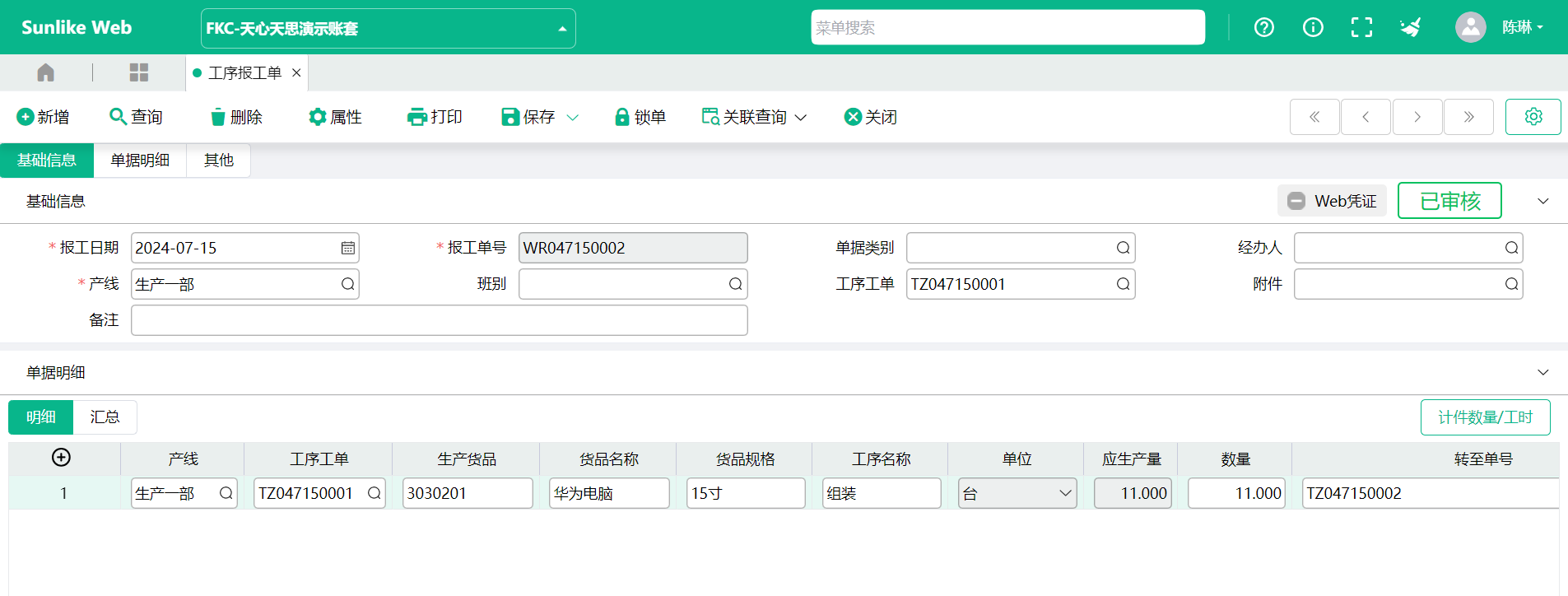
| 工序工单 | 需要报工的工序工单 |
| 生产成品 | 取工序工单表头的生产成品 |
| 工序代号 | 取工序工单表头工序代号 |
| 应生产量 | 取工序工单表头生产数量 |
| 数量 | 该道工序本次报工数量 |
| 不合格量 | 该道工序本次不合格量 |
| 不合格处理 | 当不合格量有值时,允许编辑 |
| 工时 | 生产该道工序所耗用的工时 |
| 转至单号 | 当该工序需转移没有勾选时,自动取下道工序对应的工序工单/委外子工单号 |
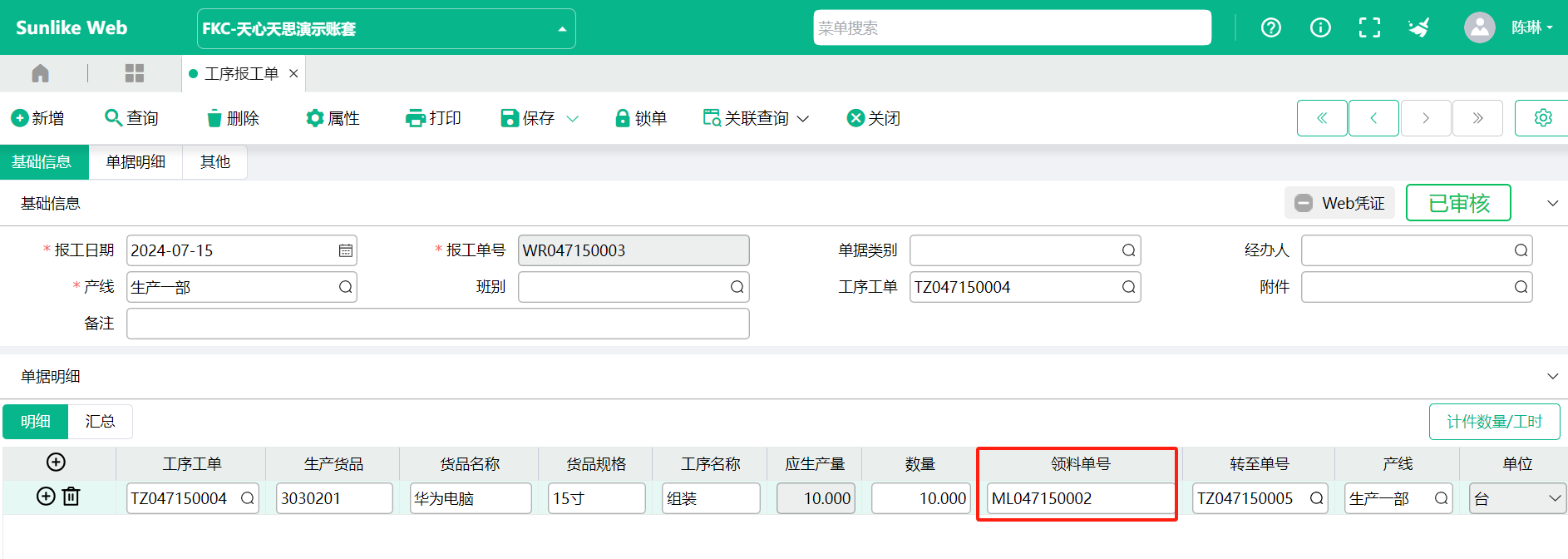
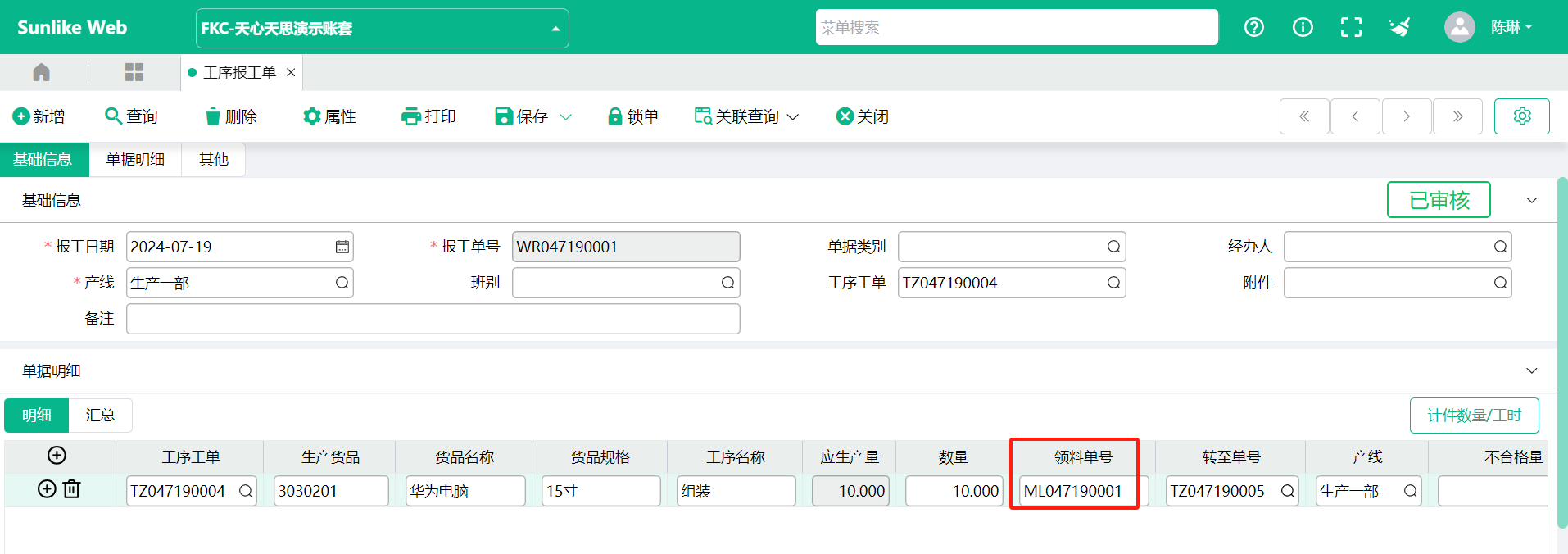
| 领料单号 | 倒冲领料时,工序报工存盘自动产生生产领料单号 |
| 异常通知单 | 属性:产生异常通知单选择2.产生 , 当有不合格量,工序报工单存盘自动产生异常通知单 |
| 送检/入库单号 |
送检单号:系统设定–品质检验参数–工序检验设定选择1.报工->检验,该工序勾选需检验,属性:工序完工自动送检勾选,工序报工单存盘,自动产生工序送检单。
入库单号: 该工序为末道工序,且不勾选需检验,属性:末道工序完工自动缴库勾选, 末道工序进行工序报工存盘,自动产生完工入库单。
|
三、操作
1、工序报工单具体操作
(1)菜单位置:生产管理–工序报工–工序报工单(SUNLIKE ERP 菜单:生产日报表)。
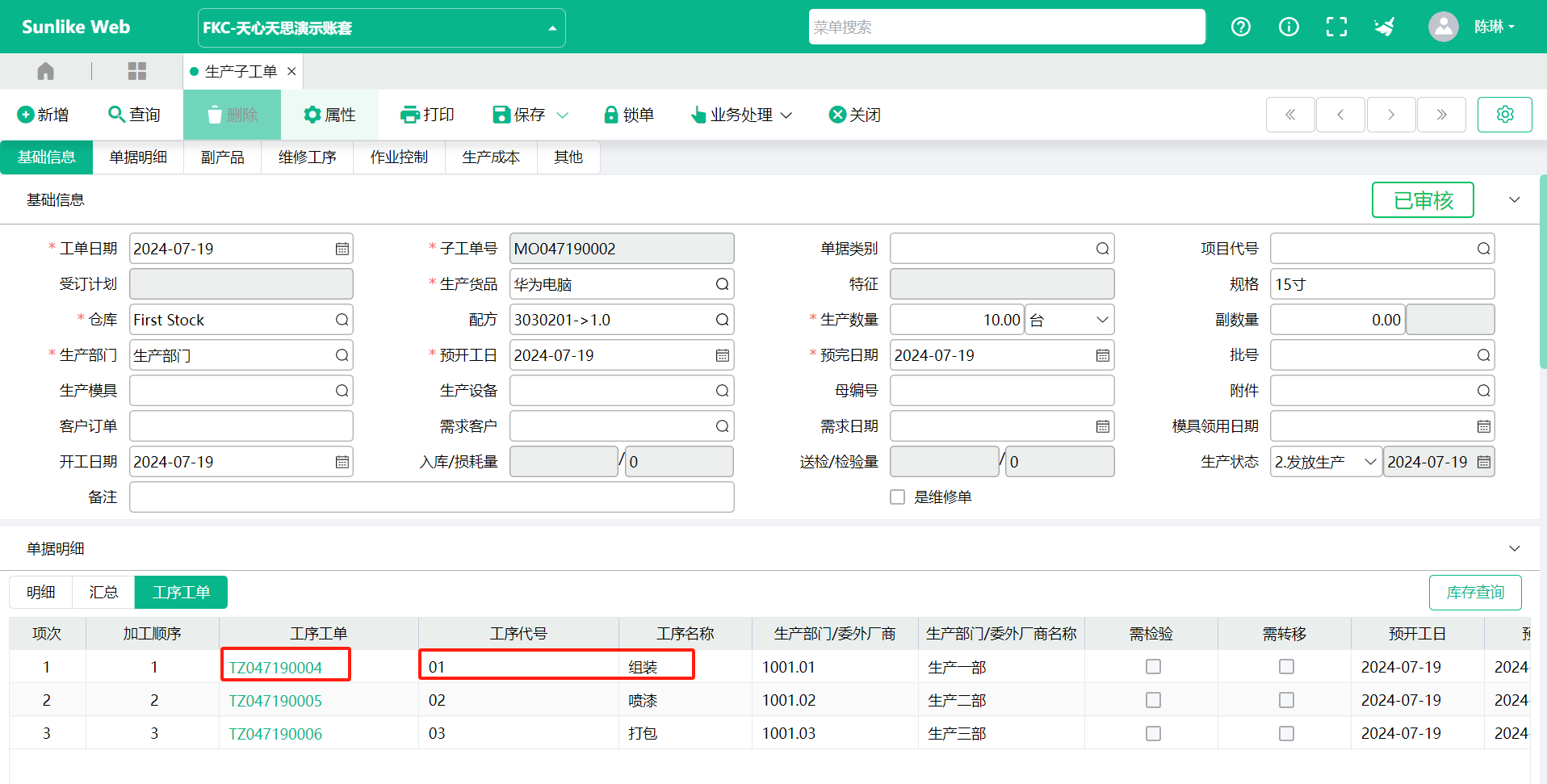
(2)生产子工单选择一个走工序的配方,存盘后,执行业务处理–生成工序工单, 工序工单生成成功之后,生产子工单会多一个工序工单页签。


(3)在生产领料单过滤出工序工单进行生产领料。

(4)工序工单进行生产领料完成之后, 打开工序报工单,点击工序工单查询窗口过滤出该工序工单,确定带到表身。
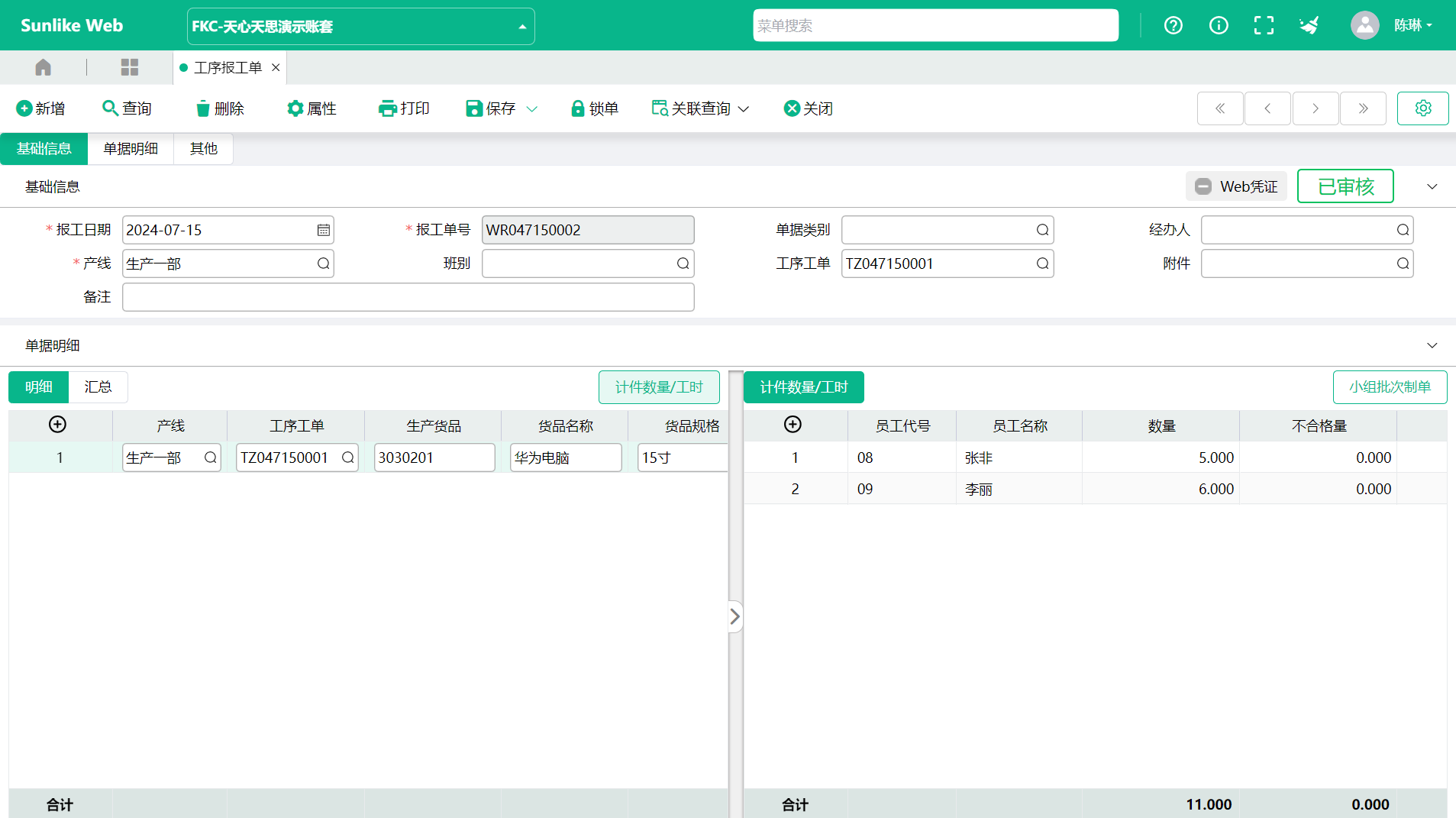
(5)如果生产该工序的作业人员是计件或者计时,则需在计件数量/工时录入对应人员的数据。
(6)存盘,即可对工序报工库单操作完毕。
四、单据影响
1、工序报工单不走审核流程
(1) 对工序工单单影响:存盘减少本道工序的在制量,增加本道工序的报工/损耗量。当本道工序需转移不勾选,还会增加下道工序的在制量,增加本道工序转移量。
(2)如果生产子工单勾选倒冲领料,或者表身的料件为倒冲领料的料件,对应的工序工单表身有料件,工序报工存盘会自动产生生产领料单,这时会回写表身料件实发量,扣减料件现有库存,扣减料件库存里的未发量。
(3)如果工序为末道工序,属性:末道工序完工自动缴库勾选,存盘会自动产生完工入库单,这时增加生产子工单表头的入库量,增加生产成品的现有库存,减少生产成品库存里的在制量。
2、工序报工单走审核流程
(1) 工序报工单不支持走审核流程。
五、计件数量/工时
(1)如果生产成品工序的人员是按照计件或者计时计算工资的,则需要在计件数量/工时里录入生产成品工序的作业人员有哪些人员,及每个人完成的数量或者工时
(2)工序报工单表头工序工单过滤出数据之后,有两种方式输入计件数量/工时数据。一是点开计件数量/工时页面,直接手工选择员工代号,输入数量,损耗量或者工时。二是小组批次制单,如果整个工序工单的作业人员都一样时,可以用此功能,点击小组批次制单,员工代号选择数据,分摊系数也输上,点确定,把整张单都分摊上。
六、倒冲领料
倒冲领料是一种物料管理模式,主要适用于价值不高的物料。在这种模式下,原材料首先被调拨到生产车间,生产过程中使用的物料数量根据产品数量和物料清单推算后办理领料手续。此模式可减少办理领料手续的工作量,特别是在物料包装或本身特点导致必须按一定数量领取的情况下。例如,对于不易分割的物料或频繁使用的物料,可以采用倒冲领料方式,即在产品完工入库或者报工时,根据入库或者报工的产品数量自动生成生产领料单,从而减少现场管理的工作量。通过自动化流程减少人工干预,提高生产效率和降低成本,确保生产项目的正常进行。这种管理模式有助于优化企业的物料管理系统,提高资源的利用效率。系统提供两种倒冲方式:1.整单倒冲 ,2.料件倒冲。
(1) 整单倒冲 :需要生产子工单表头勾选‘倒冲领料’,则表示表身的料件都是倒冲领料,无需手工登打生产领料单。
① 生产子工单选择一个有工序的配方,作业控制勾选‘倒冲领料’,存盘之后,执行业务处理–生成工序工单。



②工序报工单存盘,工序工单表身的料件全部自动产生生产领料单。
(2) 料件倒冲 :如果只是某一个料件需要倒冲领料,其他料件需要手工打领料单时,可以使用料件倒冲领料。具体操作如下:
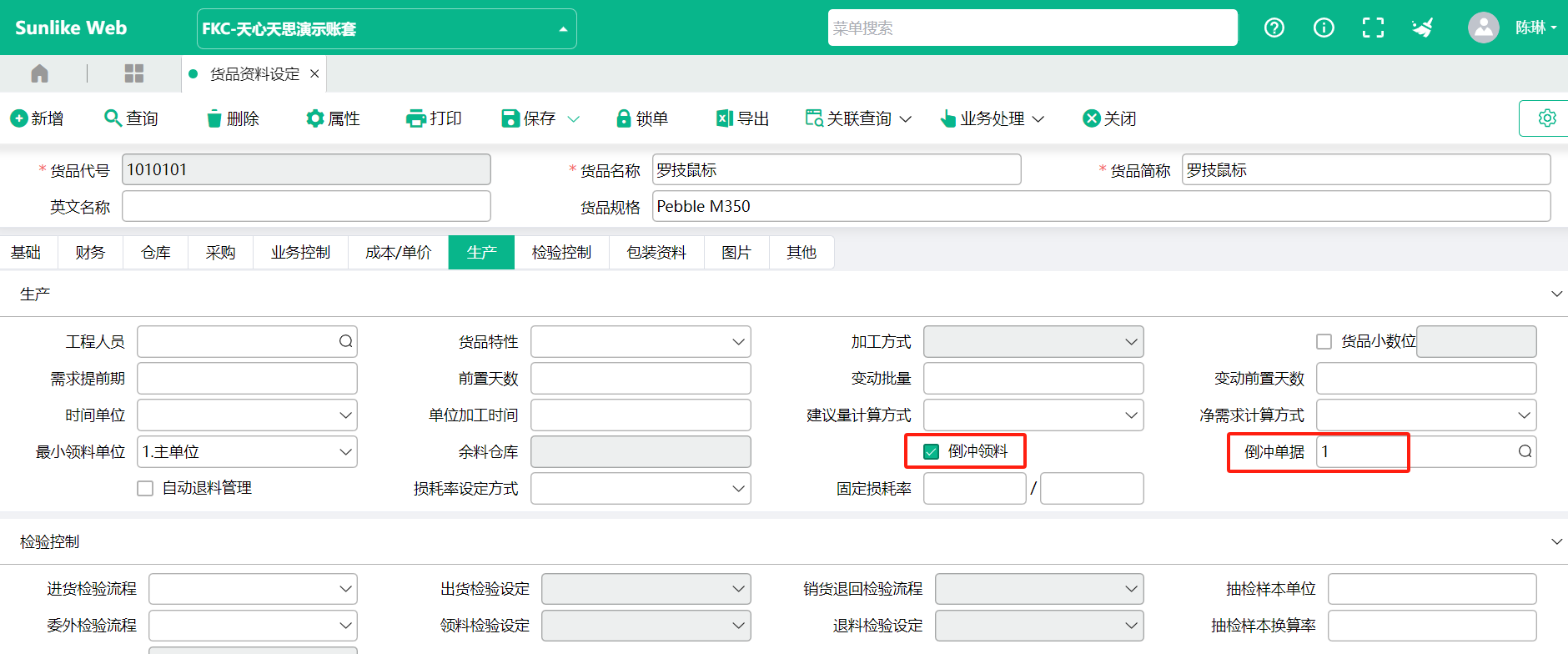
① 货品资料设定:在基础管理–基础资料—货品资料设定—生产—勾选倒冲领料,倒冲单据选择1.全部,例如:货品代号1010101设置倒冲领料。
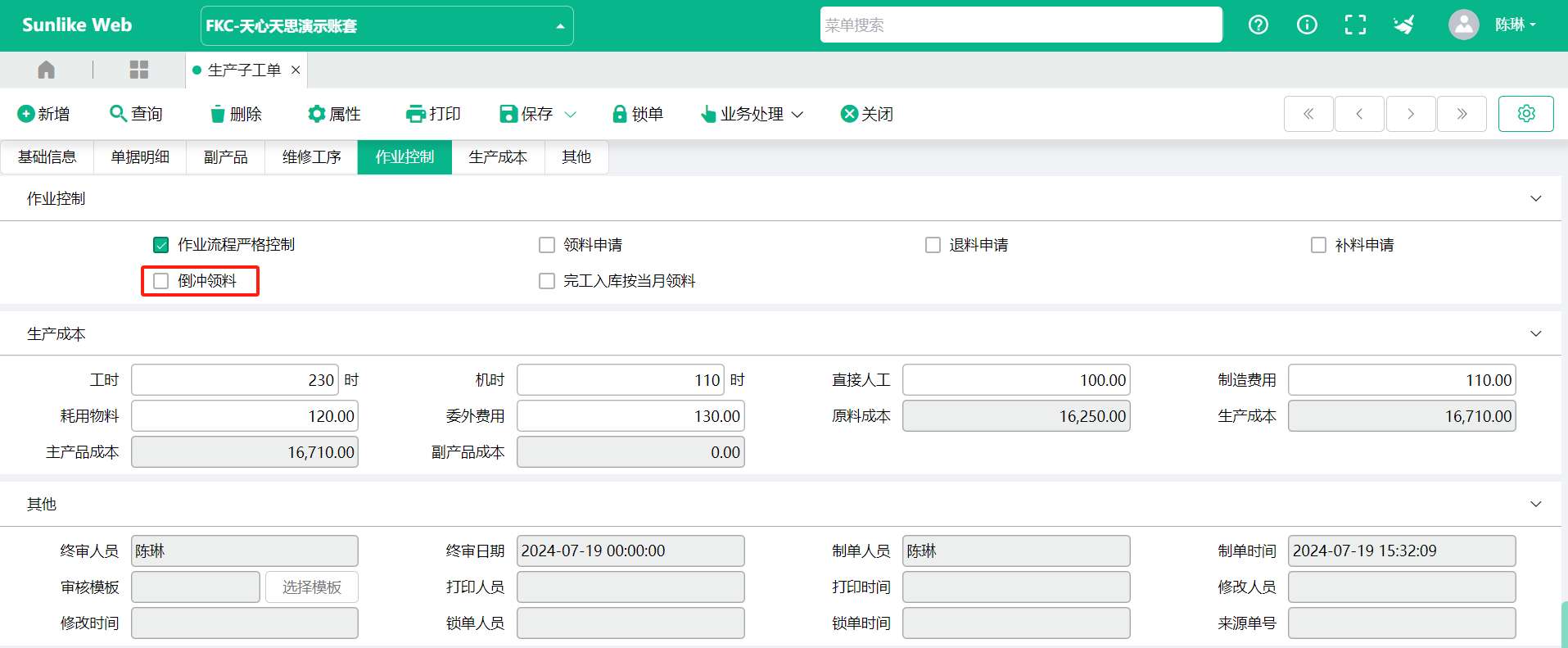
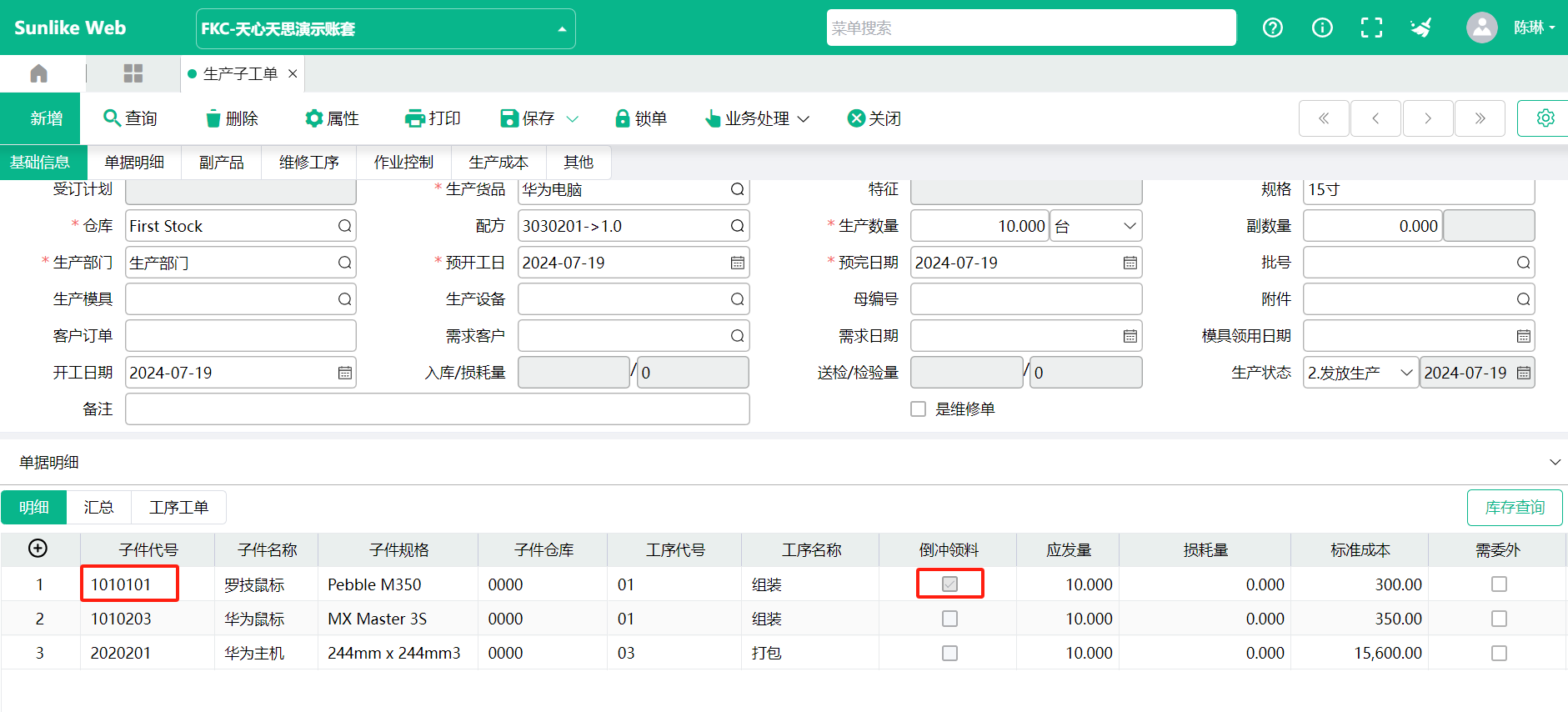
② 生产子工单选择一个有设置了倒冲领料的子件(子件代号:1010101)且走工序的配方展开,作业控制–倒冲领料不勾选,存盘,执行业务处理–生成工序工单。工序01对应的工序工单 TZ047190004有两个子件, 1010101是倒冲领料,1010203需要手工领料。

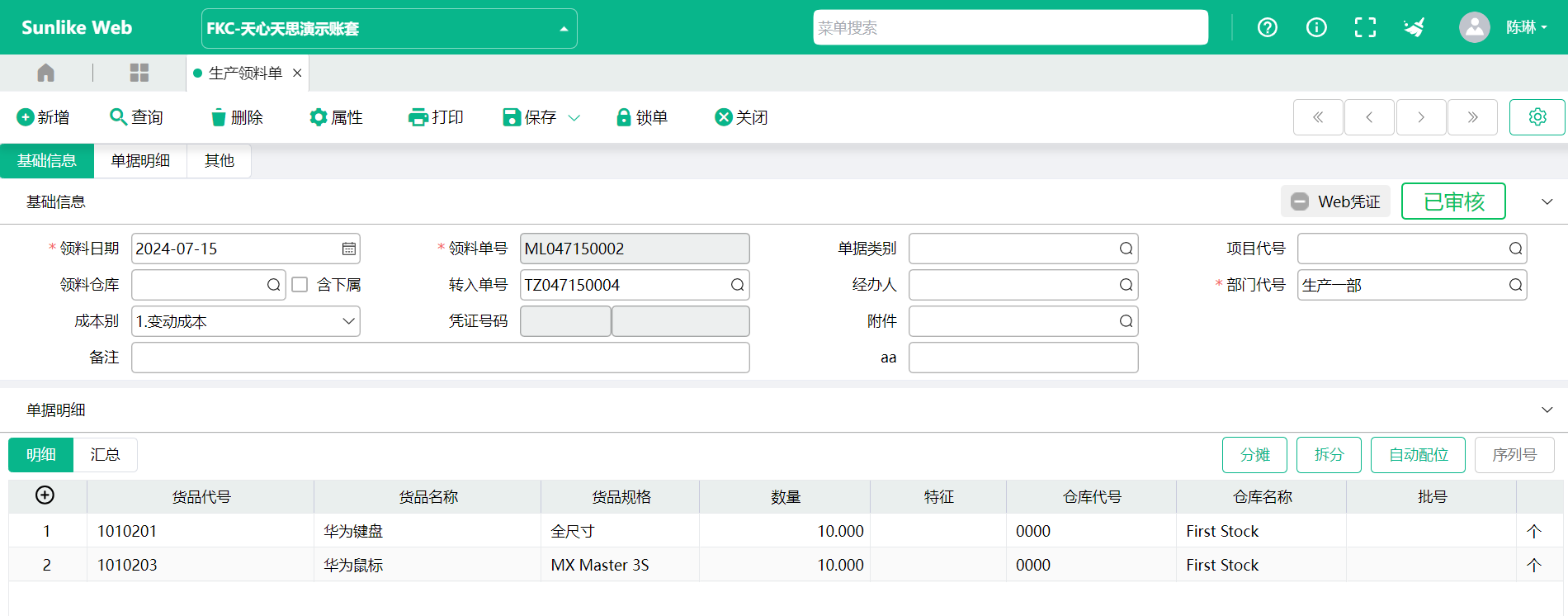
③工序工单TZ047190004里的子件1010203,手工打生产领料单。

④ 工序工单TZ047190004里的子件1010101是倒冲领料,工序报工单存盘会自动产生生产领料单。

(3)若需考虑旧货品,则需点开旧货品菜单,在旧货品里录入该配方料件对应的旧货品数据,勾选属性:倒扣领料考虑旧货品库存,存盘时自动产生生产领料单就会取旧货品库存数据。
(4)若需考虑替代品,则需点开替代品菜单,在替代品里录入该配方料件对应的替代品数据,或者在配方替代品栏位输入替代品,勾选属性:倒扣领料考虑采用替代品 ,管制工序报工倒冲领料不允许负库存,存盘时,当子件库存不足,则产生生产领料单时,先领子件库存,不足部分再领替代品库存。
(4)若需考虑替代品,则需点开替代品菜单,在替代品里录入该配方料件对应的替代品数据,或者在配方替代品栏位输入替代品,勾选属性:倒扣领料考虑采用替代品 ,管制工序报工倒冲领料不允许负库存,存盘时,当子件库存不足,则产生生产领料单时,先领子件库存,不足部分再领替代品库存。
—-结束—–